Started with two mild steel 1" X 2 1/2" X 3/8" bars. These were squared up in the mill.
This seemed to work best when cutting counterclockwise across first the back and then the front when cutting the large flat faces. It is also important to lock the Z-axis down during each cut
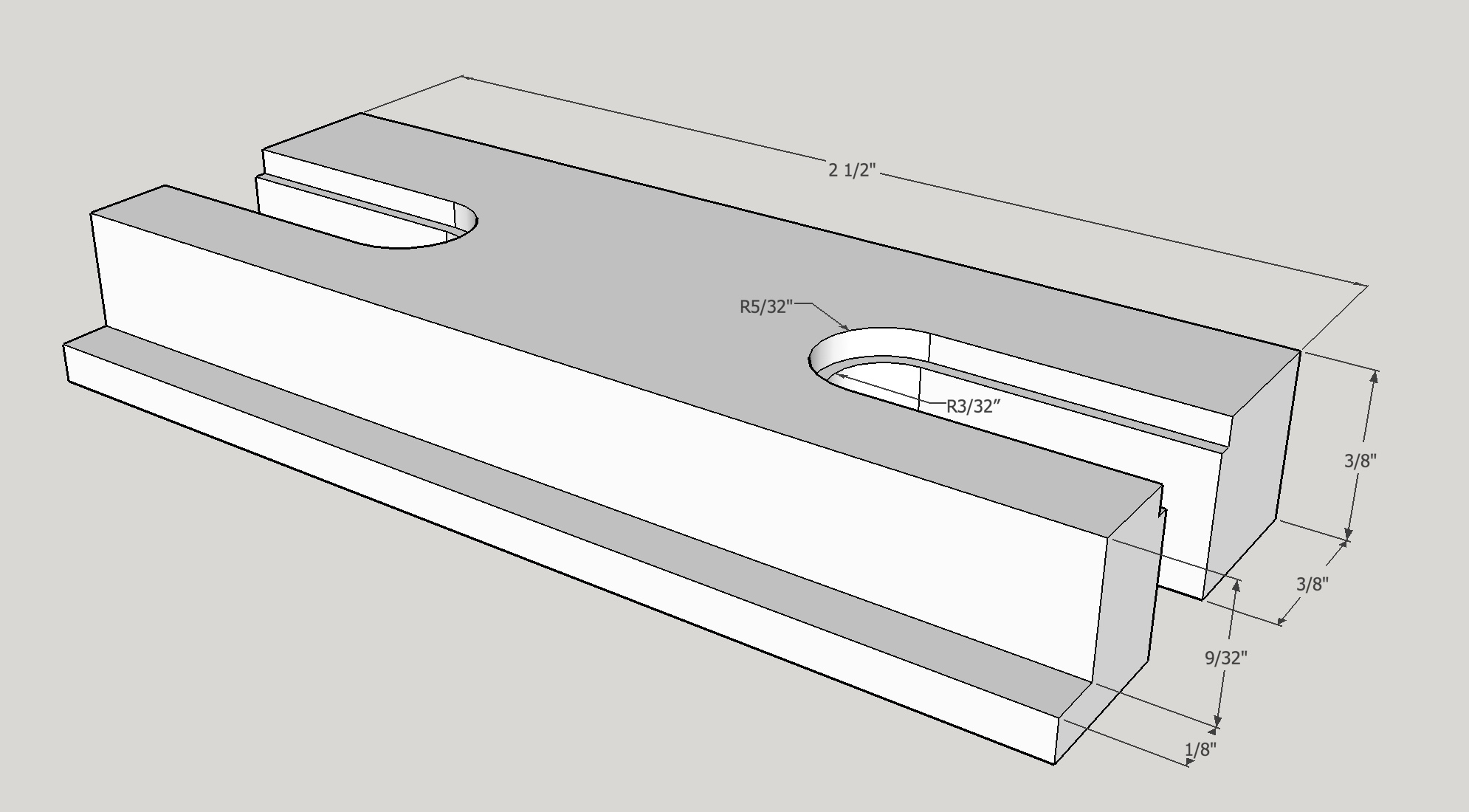
The wider part of the grooves was cut first to about 0.05" depth. Then most of the material in the grooves was removed with chain drilling. This was followed by finishing the groove with an end mill. Finally, a rabbet was cut on one side of one bar 9/32" high and 1/8" deep in case it is needed for facing 1/8" stock.
Because the Sherline tee nuts stand slightly proud of the table when in the tee slot, I also cut a slightly wider groove around the bottom of the groove just like the top. This means the positioning bars can use either tee nuts I make or those from Sherline.